
1.Surface defects of aluminum and aluminum alloy oxidation surface treatment products
The surface defects of oxidation surface treatment products are most frequently produced at the production site, and the scrap rate is also the highest.
The most important ones are handprint corrosion, scratches, adhesion, sand coarse, sand light, poor degreasing, oxidation bubbles, non-cleaning, snowflake corrosion, oxidation white spots, electric injury, slag, oxide film flaking, pockmark, burst film, seal up color, pinhole corrosion, color difference, acid and alkali water corrosion, seal up ash, no paint film, pockmark, electrophoresis bubbles, oxide film chalking, etc.
Q001 Fingerprint-like corrosion
Fingerprints or glove-like corrosion spots
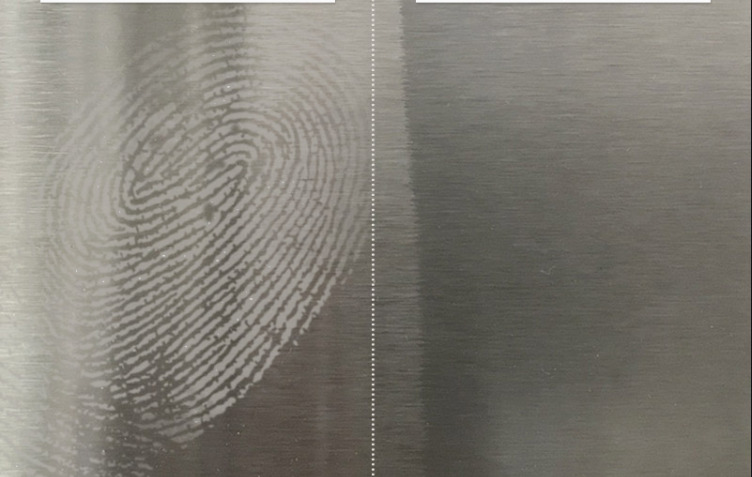
Features:
Untreated aluminum surface contact with human sweat in sodium chloride, lactic acid and other substances and the reaction, the resulting corrosion traces called handprint corrosion, the most common is the fingerprint shape of the point corrosion.
Reasons for occurrence:
1. The gloves used by workers during the extrusion process are dirty and leave stains after contacting with the surface of the profile, and the surface stains cannot be removed by oxidation after the profile is aged; 2. During the oxidation of the upper row, the gloves of workers are used for too long, especially the handprints are left at the end of the profile after sticking to the oil, and the handprints are pitting and corroding after oxidation;
3. After the upper row, the oxidation is not carried out after being parked for too long treatment;
4. Incomplete degreasing before oxidation treatment.
Countermeasures:
1. Try to pay attention to the cleanliness of gloves during the extrusion process and top row, and replace the dirty and wet gloves in time;
2. After oxidation top row, the profile should not be left for more than 6 hours;
3. Extend the degreasing time.
Q002 Scratch
Surface damage and scratches on the profile
Features:
With thin and long line or point scars with shimmering luster and various shapes, usually called continuous scars as handling scars. Sometimes improper packaging can also produce scars in transit.
Reasons for occurrence:
Bruise between material and material, improper operation or material and frame collision scratches.
Countermeasures:
1. Do take the upper row lightly, lift the material and strictly forbid the collision between material and material;
2. The edge of material frame must be set with protective rubber sleeve;
3. Lift the material not more than 6 rows at a time, and place the profiles of different lengths separately;
4. Do not use broken pads in the process of lowering the row, and do not collide savagely.
Q003 Crossing overlapping
Overlap of materials during oxidation or electrophoresis, abnormal skin film generation due to abnormal proximity.
Features:
The impressions of the laminated profiles can be seen in the parts where the skin is not produced and in the thinned ends, sometimes with partial iridescence (interference colors).
Reasons for occurrence:
1.Tie row gap is too close, resulting in abnormal contact;
2. Tie row is not strong enough, and the aluminum line or fixture loosens during the washing process, resulting in the profile slipping on the row bar causing the material to be connected with the material by alkali etching, acid etching, oxidation and electrophoresis treatment.
Countermeasures:
1.Adopt the correct way to tie the row, tie three aluminum lines for electrophoresis material (two lines for small material), and keep a distance of 2-3 fingers between the upper and lower two profiles;
2. Profiles with large falling amplitude in the middle shall be tied in the middle line according to the order requirements;
3. Increase the slope of the lower slot, and the exhaust process of the electrophoresis tank should be slow to avoid sticking between the profiles due to violent shaking.



